
常州名扬激光科技有限公司
Changzhou Mingyang Laser Technology Co., Ltd
一家集研发、生产、销售为一体的专业激光设备生产企业,为客户解决一站式激光设备服务,创办行业一线品牌
免费服务热线:13584520810
手机:13584520810/
企业邮箱:785572748@qq.com




ADVANTAGES
公司优势
名扬激光公司的设备具有外形美观实用、性能稳定、寿命长、加工精度高、价格竞争力强等特点
日益受到高端电子、精密机械零件各类企业客户关注、认可和信赖
到目前,我公司激光设备实现每年50%以上销量增长,在全国属于较高水平
对细节的不妥协,是为了追求极致 —— 名扬激光








激光打标——名扬激光
名扬激光是一家集研发、生产、销售为一体的专业激光设备生产企业
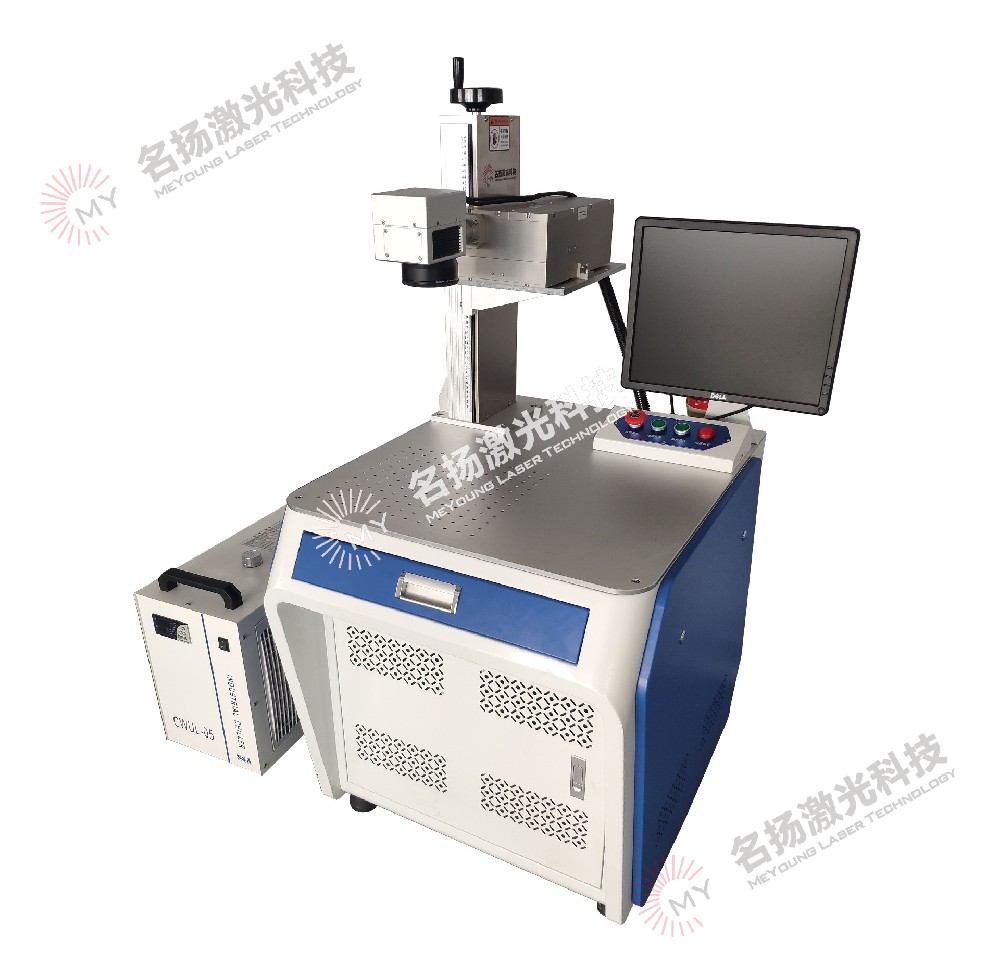
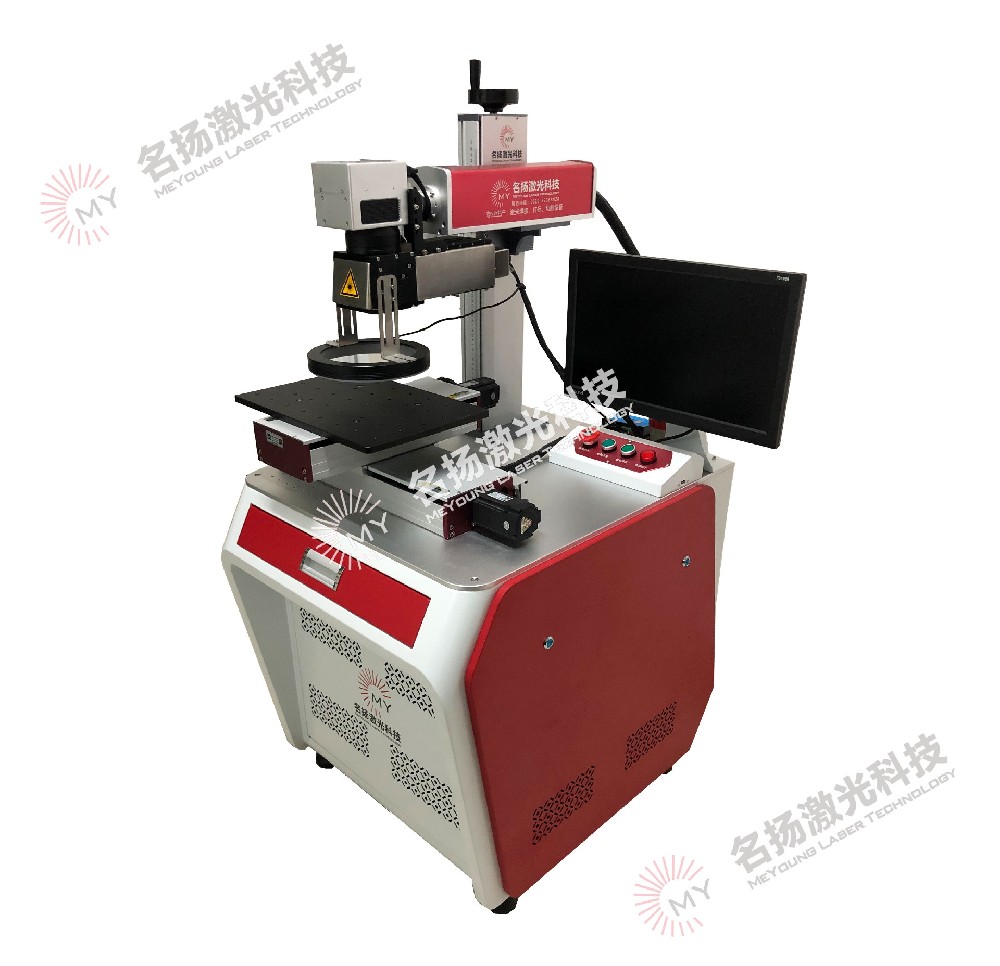
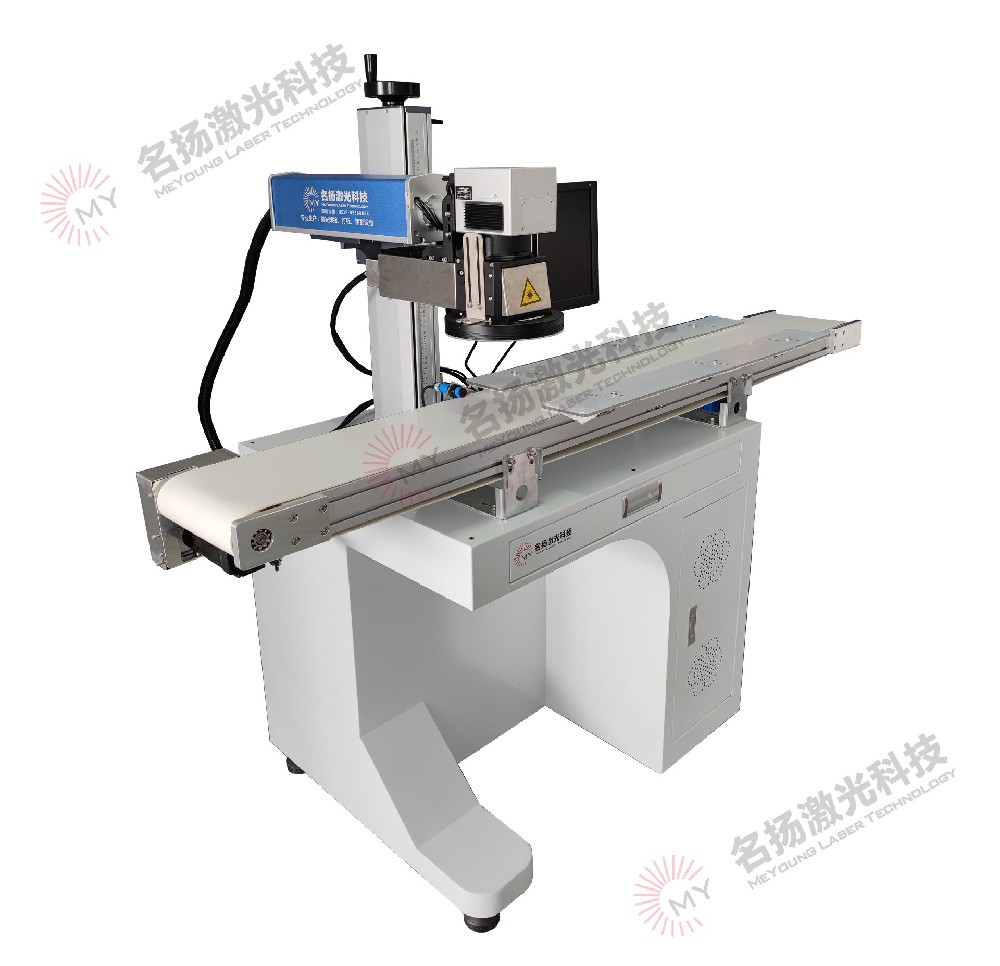
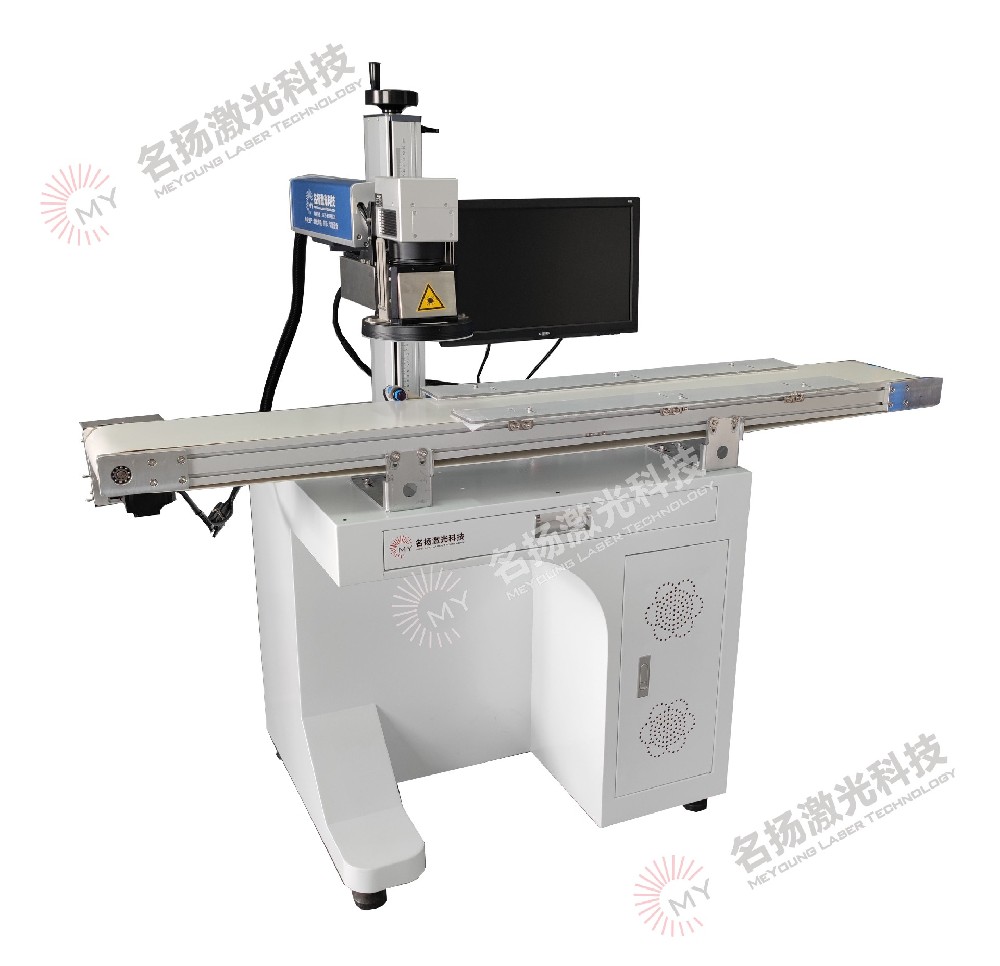
开发出了自主知识产权的光纤激光打标机、紫外激光打标机、CO2激光打标机、激光焊接机、激光雕刻机等工业激光成套设备
名扬激光是一家集研发、生产、销售为一体的专业激光设备生产企业
开发出了自主知识产权的光纤激光打标机、紫外激光打标机、CO2激光打标机、激光焊接机、激光雕刻机等工业激光成套设备

振镜式激光焊···

非标定制激光···

封闭式激光焊···

振镜式激光焊···

— PRODUCT 其他热门产品 —
激光加工技术是国家重点支持的一项高新技术,特别是政府强调要振兴制造业,这就给激光加工技术应用带来发展机遇。
名扬激光全体员工借助这个和谐美好的时代,愿意与各界人士及同行朋友携手并肩,为激光这个朝阳产业而奋勇前进。




关于我们
ABOUT US
名扬激光公司的设备具有外形美观实用、性能稳定、寿命长、加工精度高、价格竞争力强等特点,日益受到高端电子、精密机械零件各类企业客户关注、认可和信赖
关于我们
ABOUT US
——






OUJINGL ABOUT
常州名扬激光科技有限公司是一家集研发、生产、销售为一体的专业激光设备生产企业。公司汇聚了国内知名激光企业的专业激光技术人才和管理人才,融合和引进国际先进激光技术,开发出了自主知识产权的光纤激光打标机、紫外激光打标机、CO2激光打标机、激光焊接机、激光雕刻机等工业激光成套设备。本公司设备具有外形美观实用、性能稳定、寿命长、加工精度高、价格竞争力强等特点,日益受到高端电子、精密机械零件各类企业客户关注、认可和信赖。到目前,我公司激光设备实现每年50%以上销量增长,在全国属于领先水平。激光加工技术是国家重点支持的一项高新技术,特别是政府强调要振兴制造业,这就给激光加工技术应用带来发展机遇。名扬激光全体员工借助这个···
MINGYANG
常州名扬激光科技有限公司是一家集研发、生产、销售为一体的专业激光设备生产企业。公司汇聚了国内知名激光企业的专业激光技术人才和管理人才,融合和引进国际先进激光技术,开发出了自主知识产权的光纤激光打标机、紫外激光打标机、CO2激光打标机、激光焊接机、激光雕刻机等工业激光成套设备。本公司设备具有外形美观实用、性能稳定、寿命长、加工精度高、价格竞争力强等特点,日益受到高端电子、精密机械零件各类企业客户关注、认可和信赖。到目前,我公司激光设备实现每年50%以上销量增长,在全国属于领先水平。激光加工技术是国家重点支持的一项高新技术,特别是政府强调要振兴制造业,这就给激光加工技术应用带来发展机遇。名扬激光全体员工借助这个和谐美好的时代,愿意与各界人士及同行朋友携手并肩,为激光这个朝阳产业而奋勇前进。
名扬激光秉承“引领科技,品德至上,优质服务”的经营理念,以强有力的技术力量和品牌战略,赢得广大客户的信赖和支持。公司本着"真诚、耐心···

JOINT VENTURE
精诚合作,合作共赢































 技术咨询
技术咨询